icon.highlightedarticle.dark Uitgelicht Biomassacentrales: hoe duurzaam zijn ze? Branded icon.news.dark Marktnieuws Installatiebouw Poeth neemt succesvol nieuwe organische meststoffen fabriek in bedrijf Om de productiecapaciteit nu én in de toekomst te kunnen blijven garanderen, besloot Fertira in 2024 om de bestaande fabriek uit te breiden met twee extra perslijnen. Daarmee wordt de capaciteit verdubbeld. Tegelijkertijd was er ook een flinke uitbreiding nodig Lees meer icon.arrow--dark icon.news.dark Nieuws Tech & Productie Overname feedmarkt Royal Agrifirm heeft de overname van Hamlet Protein, specialist in eiwitingrediënten op basis van soja voor de voeding van jonge dieren, officieel afgerond. Lees meer icon.arrow--dark icon.news.dark Nieuws Beursorganisatie Terugblik Empack Op 14, 15 en 16 april 2026 toonden tijdens de verpakkingsbeurs Empack 250 in Gorinchem exposanten de laatste ontwikkelingen in verpakkingstechnologie. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Vochtmeting Fosfor terugwinnen uit rioolslib gaat geleidelijk verplicht gaan worden in Duitsland (vanaf 2029) Elke dag spoel je een grondstof door de afvoer. Alles wat door de afvoer gaat, eindigt uiteindelijk als rioolslib in een van de bijna 9000 rioolwaterzuiveringsinstallaties in Duitsland. Elke gemeente, elke stad, elk dorp – allemaal produceren ze het. Ongeveer Lees meer icon.arrow--dark icon.article.dark Artikel Vuurdoop Machineering NextGen Experience Eind maart vond in Kortrijk Xpo de eerste editie plaats van Machineering NextGen Experience, kortweg MNE. Lees meer icon.arrow--dark icon.article.dark Artikel Beursorganisatie Najaarsbeurzen WoTS en Solids Antwerpen Van 22 – 25 september en op 21– 22 oktober vinden respectievelijk WoTS ’26 en Solids Antwerpen ’26 plaats. Plaatsen van acte: Jaarbeurs Utrecht en Antwerp Expo. Lees meer icon.arrow--dark icon.article.dark Artikel Tech & Productie Indasol Poolse vertegenwoordiger Vortex Global Vortex Global, fabrikant van apparatuur voor de handling van droge bulkgoederen, benoemt Indasol Industrial Solutions als vertegenwoordiger voor Polen. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Mengen Kleine, mobiele lintschroefmenger Hosokawa Micron introduceert een 50-liter versie van de Vitomix-lintschroefmenger. Deze kleine, mobiele menger is bedoeld voor productie op lab- en pilotplantschaal. De symmetrische lintschroeftechnologie en het geoptimaliseerde ketelontwerp zorgen voor een hoge productsnelheid en een intensieve, maar zachte menging. Zo Lees meer icon.arrow--dark icon.news.dark Marktnieuws Doseren Poeth modulair micro componenten doseersysteem In moderne productieprocessen maken microcomponenten vaak het verschil tussen een goed product en een uitstekend product. Denk aan additieven, kleurstoffen, mineralen, vitamines, enzymen en andere functionele ingrediënten die in relatief kleine hoeveelheden worden toegevoegd, maar een grote invloed hebben op Lees meer icon.arrow--dark icon.article.dark Artikel Management ‘Levensduur is gewoon waar circulariteit om draait’ Circulaire machines en installaties zijn duurzamer, maar wat levert het qua milieuwinst op als processen niet duurzaam zijn, en wat is de terugverdientijd? En hoe recyclebaar is bijvoorbeeld elektronica na einde levensduur? Belangrijke vragen die beantwoord werden tijdens de derde en laatste paneldiscussie over circulariteit van machines en installaties in de procesindustrie. Lees meer icon.arrow--dark Meest gelezen Net binnen icon.article.dark Tech & ProductieIndustriële warmtepompen sleutel tot verduurzaming droogprocessen icon.article.dark Tech & Analyse‘Kwaliteitsproblemen? Wij achterhalen waar het écht misging’ icon.article.dark Tech & ProductieZoutproductie Nobian in 2030 klimaatneutraal door elektrificering icon.news.dark DoserenPoeth modulair micro componenten doseersysteem icon.article.dark Regelgeving‘We komen al een stuk in de richting van een productpaspoort’ icon.news.dark Tech & ProductieOvername feedmarkt icon.news.dark BeursorganisatieTerugblik Empack icon.news.dark VochtmetingFosfor terugwinnen uit rioolslib gaat geleidelijk verplicht gaan worden in Duitsland (vanaf 2029) icon.article.dark Vuurdoop Machineering NextGen Experience icon.article.dark BeursorganisatieNajaarsbeurzen WoTS en Solids Antwerpen Op zoek naar een betrouwbare partner? Bij Solids Processing vind je dé experts in de markt. Zoek bedrijven en producten Zoek icon.arrow--dark Zoek en vind experts icon.arrow--dark Agenda 11 jun - icon.calendar.dark Utrecht Hygiënisch ontwerpen 17 jun - icon.calendar.dark Utrecht Hygiënisch onderhoud 29 sep - icon.calendar.dark Wageningen, Omnia NWGD symposium 2026 – ‘Drying in Turbulent Times’ Bekijk de volledige agenda icon.arrow--dark Vacatures Solids Processing zoekt versterking van het redactieteam Parttime | Thuis PRECIA MOLEN ZOEKT SERVICE COÖRDINATOR Fulltime | Nederland Regional Sales Engineer Coperion Benelux Fulltime | Belgium Bekijk alle vacatures icon.arrow--dark Ontvang maandelijks nieuws en informatie in jouw mailbox Schrijf je in op de nieuwsbrief icon.arrow--dark Vergroot je kennis, lees ons magazine direct Lees het magazine icon.arrow--dark Ontvang maandelijks nieuws en informatie in jouw mailbox LinkedInDit veld is bedoeld voor validatiedoeleinden en moet niet worden gewijzigd.Voornaam *(Vereist)Achternaam *(Vereist)E-mail *(Vereist) * verplichte velden Je gegevens zijn veilig bij ons Ruim 500 vakgenoten gingen je voor. Volg jij ons al? LinkedIn Automatisering Bekijk alle artikelen icon.arrow--dark icon.insight.dark Insight Eyeopener: 90% van de veldinstrumentatie nog stand-alone Meet- en regeltechniek vormt samen met sensoren het fundament voor AI-gedreven fabrieksaansturing, waarmee de procesindustrie processen effectiever, duurzamer en innovatiever kan inrichten op basis van realtime data. Maar dat is – met uitzondering van greenfield plants – nog steeds toekomstmuziek. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Softwareoplossingen Intrinsiekveilige ethernet gateway voor zone 1 Met de GEN-2G-gateway voor zijn excom I/O-systeem is TURCK de eerste fabrikant die intrinsiek veilige, op koper gebaseerde ethernet naar ATEX Zone 1 brengt TURCK presenteert een nieuwe oplossing voor ethernetcommunicatie in gevaarlijke omgevingen. De GEN-2G-multiprotocolgateway maakt voor het eerst Lees meer icon.arrow--dark icon.news.dark Marktnieuws TURCK ontvangt certificaat voor cyberbeveiliging Certificering volgens IEC 62443-4-1 bevestigt de veilige, gestructureerde ontwikkelingsprocessen van TURCK TURCK heeft haar ontwikkelingsprocessen voor industriële automatiserings- en besturingssystemen laten certificeren volgens de veiligheidsnorm IEC 62443-4-1. De certificering is afgegeven door TÜV Nord en bevestigt de invoering van de Lees meer icon.arrow--dark Management Bekijk alle artikelen icon.arrow--dark icon.news.dark Nieuws Personeel Directiewissel Schrage Eind 2025 deed Ralf Schrage een stap terug uit de directie van het familiebedrijf Schrage, fabrikant van buiskettingtransporteurs. Ralf is een van de twee zonen van oprichter Remmer Schrage. Hij is niet helemaal uit het zicht verdwenen, alleen uit de Lees meer icon.arrow--dark icon.insight.dark Insight AI gaat heel veel banen kosten? Over kunstmatige intelligentie wordt zo veel onzin verkondigd dat ik er soms een beetje moe van word. ‘Het gaat onze maatschappij totaal ontwrichten’. ‘We hoeven straks amper nog te werken’. ‘We worden massaal werkloos’. Allemaal veel te kort door de Lees meer icon.arrow--dark icon.news.dark Nieuws Industrie krabbelt op De ING sector-update over Q4 2025 laat zien dat er voor een aantal energie-intensieve industrieën weer licht aan het einde van de tunnel schijnt. Lees meer icon.arrow--dark Onderhoud Bekijk alle artikelen icon.arrow--dark icon.article.dark Artikel (F)IBC's 3D-engineering: krachtige ontwerptool voor bulkhandling installaties Driedimensionaal technisch ontwerp, kortweg 3D-engineering, vereenvoudigt maatwerkontwerp van bulkhandlingsprocessen. Bijkomend voordeel is dat opdrachtgevers kunnen zien hoe de toekomstige installatie er binnen hun fabriek uit gaat zien. Lees meer icon.arrow--dark icon.article.dark Artikel (F)IBC's Coperion en Herbold Meckesheim: oplossingen voor verwerking en recycling van kunststoffen Op Fakuma 2024 (15-19 oktober 2024, Friedrichshafen, Duitsland) zullen Coperion en Herbold Meckesheim samen talrijke product- en procesoplossingen presenteren die zowel het compounderen als de recycling van kunststoffen aanzienlijk efficiënter maken en die consistent een hoge productkwaliteit bereiken. Coperion en Lees meer icon.arrow--dark icon.news.dark Marktnieuws Onderhoud Vooruitdenken – De voordelen van een servicegerichte aanpak bij voedingsmiddelenfabrikanten Bij het opzetten van een fabriek is planning cruciaal voor langdurige efficiënte processen. Coperion betrekt vroegtijdig het serviceteam erbij, aangepast aan klantbehoeften met serviceplannen, trainingen en vervangingsprogramma’s voor optimale productiecontinuïteit. Bij het configureren van een fabriek is planning altijd van Lees meer icon.arrow--dark R&D Bekijk alle artikelen icon.arrow--dark icon.news.dark Nieuws Proefinstallaties Oceaanschip met windondersteuning bespaart brandstof De Amerikaanse multinational Cargill heeft resultaten gepubliceerd van de eerste reis van ‘s werelds eerste oceaanschip met windondersteuning. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Onderzoek MiFood creëert wetenschappelijk bewezen gezonde mixen met maatwerk R&D-lijn Samen met het Nutritional Concepts Lab (een voedingslaboratorium van de Brightlands Campus Greenport Venlo), heeft Dinnissen een innovatieve lijn ontwikkeld om groente en fruit te verwerken tot gezonde consumentenproducten. Driejarige humane food interventie studie De initiatiefnemer van het Nutritional Concepts Lees meer icon.arrow--dark icon.news.dark Marktnieuws Proefinstallaties Het Coperion Recycling Innovation Center is operationeel Coperion lanceert haar Recycling Innovation Center, een hightech testfaciliteit voor kunststofrecycling. Klanten kunnen elke stap van het proces testen, optimaliseren en duurzame oplossingen ontwikkelen. Hightech testcentrum voor kunststofrecyclingtoepassingen Coperion heeft met succes haar nieuwe Recycling Innovation Center gelanceerd. In dit Lees meer icon.arrow--dark Regelgeving Bekijk alle artikelen icon.arrow--dark icon.article.dark Industry news ‘We komen al een stuk in de richting van een productpaspoort’ Het circulair maken van machinerie en installaties in de procesindustrie vraagt om een andere mindset bij het ontwerpen, waarbij vooraf al nagedacht wordt over hergebruik in de afdankfase, en niet – zoals nu vaak – pas achteraf. Machinebouwers zijn hier volop mee bezig en lopen daarmee vooruit op een productpaspoort dat circulariteit wettelijk gaat vastleggen. Zo bleek tijdens de tweede paneldiscussie ‘circulair ontwerp’ die Solids Processing organiseerde. Lees meer icon.arrow--dark icon.article.dark Industry news Traceerbaarheid essentieel om volgens EC 1935/2004 te werken Traceerbaarheid van machineonderdelen, zoals vereist door de Europese Food Contact Materials Regulation, is onmisbaar voor transparantie en het waarborgen van de voedselveiligheid. Belangrijke regelgeving toch? Toch is een groot deel van de sector amper bekend met de EC 1935/2004, en het belang daarvan om de (voedsel)veiligheid van processen te borgen. Zo bleek tijdens de paneldiscussie ‘Hygiënisch design en procesvoering’. Lees meer icon.arrow--dark icon.news.dark Nieuws EFSE keurt meelwormpoeder goed als voedselingrediënt De Europese Commissie heeft de toepassing van met UV-licht behandeld meelwormenpoeder in voedingsmiddelen zoals brood, kaas en pasta goedgekeurd. Sinds 20 januari 2025 mogen fabrikanten tot 4% van dit duurzame eiwit aan hun producten toevoegen. Lees meer icon.arrow--dark Tech & Productie Bekijk alle artikelen icon.arrow--dark icon.article.dark Artikel Energie-efficiënte blower- en compressoroplossingen voor bulktransport Bulktransport met blowers en compressoren vraagt om efficiënt energie- en ruimtegebruik. Elke procent energiebesparing is welkom, bijvoorbeeld door directe aandrijving met een elektromotor. Vanwege netcongestie is elektrische aandrijving echter niet altijd mogelijk; een dieselmotor brengt dan uitkomst. Inbouw van een complete installatie in een of meerdere containers is een oplossing voor ruimtegebrek. Lees meer icon.arrow--dark icon.article.dark Artikel Zoutproductie Nobian in 2030 klimaatneutraal door elektrificering De overstap van traditionele stoomgedreven naar elektrisch gestuurde processen kan ingrijpend zijn en vraagt om aanpassingen van productieprocessen om kwaliteitsproblemen en storingen te voorkomen. Zo blijkt bij de elektrificatie van het pekelindampproces bij de Nobian-vestiging in Delfzijl. Gemakkelijk is zo’n transitie niet, maar het levert wel een forse CO2 en NOx reductie op. Lees meer icon.arrow--dark icon.news.dark Marktnieuws Doseren Kubota Brabender breidt wereldwijd testnetwerk doseersystemen uit De eisen aan continu doseren en betrouwbaar transport van stortgoederen blijven toenemen. Kortere productruns, hogere kwaliteitseisen, strengere veiligheidseisen (stofbeheersing, ATEX/ontstekingsrisico’s) en een groeiende variatie aan grondstoffen maken het steeds lastiger om op de productielijn via trial-and-error tot een stabiel proces Lees meer icon.arrow--dark
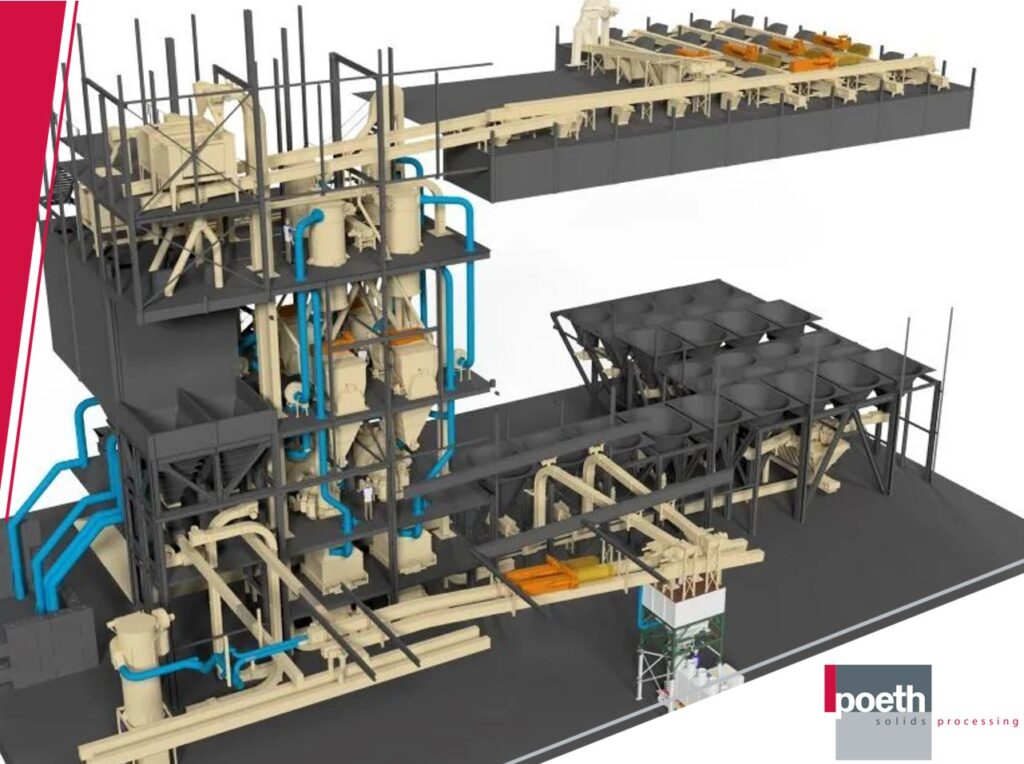
Branded icon.news.dark Marktnieuws Installatiebouw Poeth neemt succesvol nieuwe organische meststoffen fabriek in bedrijf Om de productiecapaciteit nu én in de toekomst te kunnen blijven garanderen, besloot Fertira in 2024 om de bestaande fabriek uit te breiden met twee extra perslijnen. Daarmee wordt de capaciteit verdubbeld. Tegelijkertijd was er ook een flinke uitbreiding nodig Lees meer icon.arrow--dark
icon.news.dark Nieuws Tech & Productie Overname feedmarkt Royal Agrifirm heeft de overname van Hamlet Protein, specialist in eiwitingrediënten op basis van soja voor de voeding van jonge dieren, officieel afgerond. Lees meer icon.arrow--dark
icon.news.dark Nieuws Beursorganisatie Terugblik Empack Op 14, 15 en 16 april 2026 toonden tijdens de verpakkingsbeurs Empack 250 in Gorinchem exposanten de laatste ontwikkelingen in verpakkingstechnologie. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Vochtmeting Fosfor terugwinnen uit rioolslib gaat geleidelijk verplicht gaan worden in Duitsland (vanaf 2029) Elke dag spoel je een grondstof door de afvoer. Alles wat door de afvoer gaat, eindigt uiteindelijk als rioolslib in een van de bijna 9000 rioolwaterzuiveringsinstallaties in Duitsland. Elke gemeente, elke stad, elk dorp – allemaal produceren ze het. Ongeveer Lees meer icon.arrow--dark
icon.article.dark Artikel Vuurdoop Machineering NextGen Experience Eind maart vond in Kortrijk Xpo de eerste editie plaats van Machineering NextGen Experience, kortweg MNE. Lees meer icon.arrow--dark
icon.article.dark Artikel Beursorganisatie Najaarsbeurzen WoTS en Solids Antwerpen Van 22 – 25 september en op 21– 22 oktober vinden respectievelijk WoTS ’26 en Solids Antwerpen ’26 plaats. Plaatsen van acte: Jaarbeurs Utrecht en Antwerp Expo. Lees meer icon.arrow--dark
icon.article.dark Artikel Tech & Productie Indasol Poolse vertegenwoordiger Vortex Global Vortex Global, fabrikant van apparatuur voor de handling van droge bulkgoederen, benoemt Indasol Industrial Solutions als vertegenwoordiger voor Polen. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Mengen Kleine, mobiele lintschroefmenger Hosokawa Micron introduceert een 50-liter versie van de Vitomix-lintschroefmenger. Deze kleine, mobiele menger is bedoeld voor productie op lab- en pilotplantschaal. De symmetrische lintschroeftechnologie en het geoptimaliseerde ketelontwerp zorgen voor een hoge productsnelheid en een intensieve, maar zachte menging. Zo Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Doseren Poeth modulair micro componenten doseersysteem In moderne productieprocessen maken microcomponenten vaak het verschil tussen een goed product en een uitstekend product. Denk aan additieven, kleurstoffen, mineralen, vitamines, enzymen en andere functionele ingrediënten die in relatief kleine hoeveelheden worden toegevoegd, maar een grote invloed hebben op Lees meer icon.arrow--dark
icon.article.dark Artikel Management ‘Levensduur is gewoon waar circulariteit om draait’ Circulaire machines en installaties zijn duurzamer, maar wat levert het qua milieuwinst op als processen niet duurzaam zijn, en wat is de terugverdientijd? En hoe recyclebaar is bijvoorbeeld elektronica na einde levensduur? Belangrijke vragen die beantwoord werden tijdens de derde en laatste paneldiscussie over circulariteit van machines en installaties in de procesindustrie. Lees meer icon.arrow--dark
icon.insight.dark Insight Eyeopener: 90% van de veldinstrumentatie nog stand-alone Meet- en regeltechniek vormt samen met sensoren het fundament voor AI-gedreven fabrieksaansturing, waarmee de procesindustrie processen effectiever, duurzamer en innovatiever kan inrichten op basis van realtime data. Maar dat is – met uitzondering van greenfield plants – nog steeds toekomstmuziek. Lees meer icon.arrow--dark
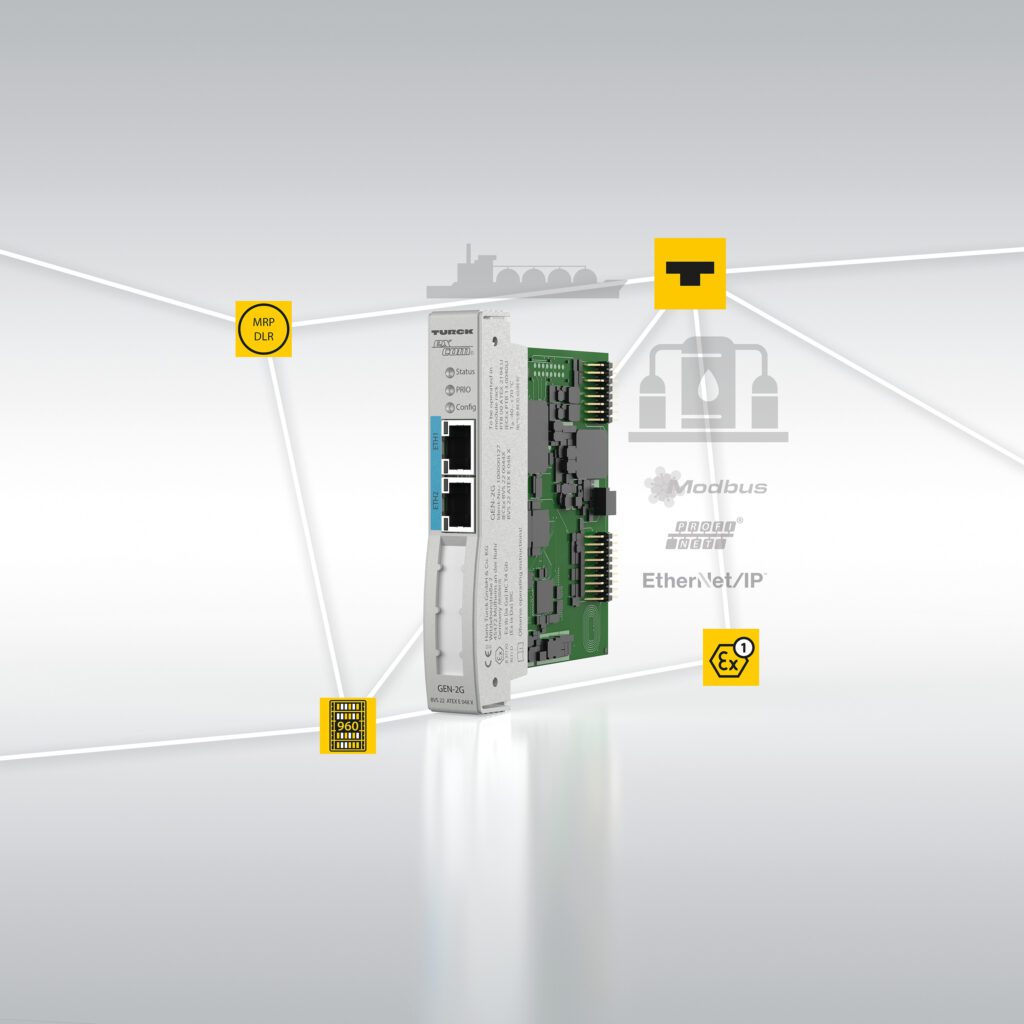
icon.news.dark Marktnieuws Softwareoplossingen Intrinsiekveilige ethernet gateway voor zone 1 Met de GEN-2G-gateway voor zijn excom I/O-systeem is TURCK de eerste fabrikant die intrinsiek veilige, op koper gebaseerde ethernet naar ATEX Zone 1 brengt TURCK presenteert een nieuwe oplossing voor ethernetcommunicatie in gevaarlijke omgevingen. De GEN-2G-multiprotocolgateway maakt voor het eerst Lees meer icon.arrow--dark
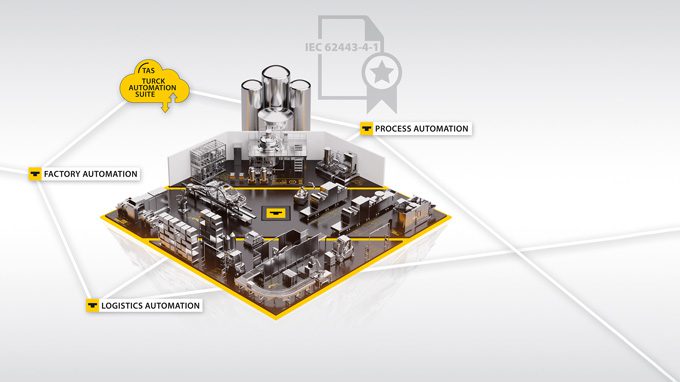
icon.news.dark Marktnieuws TURCK ontvangt certificaat voor cyberbeveiliging Certificering volgens IEC 62443-4-1 bevestigt de veilige, gestructureerde ontwikkelingsprocessen van TURCK TURCK heeft haar ontwikkelingsprocessen voor industriële automatiserings- en besturingssystemen laten certificeren volgens de veiligheidsnorm IEC 62443-4-1. De certificering is afgegeven door TÜV Nord en bevestigt de invoering van de Lees meer icon.arrow--dark
icon.news.dark Nieuws Personeel Directiewissel Schrage Eind 2025 deed Ralf Schrage een stap terug uit de directie van het familiebedrijf Schrage, fabrikant van buiskettingtransporteurs. Ralf is een van de twee zonen van oprichter Remmer Schrage. Hij is niet helemaal uit het zicht verdwenen, alleen uit de Lees meer icon.arrow--dark
icon.insight.dark Insight AI gaat heel veel banen kosten? Over kunstmatige intelligentie wordt zo veel onzin verkondigd dat ik er soms een beetje moe van word. ‘Het gaat onze maatschappij totaal ontwrichten’. ‘We hoeven straks amper nog te werken’. ‘We worden massaal werkloos’. Allemaal veel te kort door de Lees meer icon.arrow--dark
icon.news.dark Nieuws Industrie krabbelt op De ING sector-update over Q4 2025 laat zien dat er voor een aantal energie-intensieve industrieën weer licht aan het einde van de tunnel schijnt. Lees meer icon.arrow--dark
icon.article.dark Artikel (F)IBC's 3D-engineering: krachtige ontwerptool voor bulkhandling installaties Driedimensionaal technisch ontwerp, kortweg 3D-engineering, vereenvoudigt maatwerkontwerp van bulkhandlingsprocessen. Bijkomend voordeel is dat opdrachtgevers kunnen zien hoe de toekomstige installatie er binnen hun fabriek uit gaat zien. Lees meer icon.arrow--dark
icon.article.dark Artikel (F)IBC's Coperion en Herbold Meckesheim: oplossingen voor verwerking en recycling van kunststoffen Op Fakuma 2024 (15-19 oktober 2024, Friedrichshafen, Duitsland) zullen Coperion en Herbold Meckesheim samen talrijke product- en procesoplossingen presenteren die zowel het compounderen als de recycling van kunststoffen aanzienlijk efficiënter maken en die consistent een hoge productkwaliteit bereiken. Coperion en Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Onderhoud Vooruitdenken – De voordelen van een servicegerichte aanpak bij voedingsmiddelenfabrikanten Bij het opzetten van een fabriek is planning cruciaal voor langdurige efficiënte processen. Coperion betrekt vroegtijdig het serviceteam erbij, aangepast aan klantbehoeften met serviceplannen, trainingen en vervangingsprogramma’s voor optimale productiecontinuïteit. Bij het configureren van een fabriek is planning altijd van Lees meer icon.arrow--dark
icon.news.dark Nieuws Proefinstallaties Oceaanschip met windondersteuning bespaart brandstof De Amerikaanse multinational Cargill heeft resultaten gepubliceerd van de eerste reis van ‘s werelds eerste oceaanschip met windondersteuning. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Onderzoek MiFood creëert wetenschappelijk bewezen gezonde mixen met maatwerk R&D-lijn Samen met het Nutritional Concepts Lab (een voedingslaboratorium van de Brightlands Campus Greenport Venlo), heeft Dinnissen een innovatieve lijn ontwikkeld om groente en fruit te verwerken tot gezonde consumentenproducten. Driejarige humane food interventie studie De initiatiefnemer van het Nutritional Concepts Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Proefinstallaties Het Coperion Recycling Innovation Center is operationeel Coperion lanceert haar Recycling Innovation Center, een hightech testfaciliteit voor kunststofrecycling. Klanten kunnen elke stap van het proces testen, optimaliseren en duurzame oplossingen ontwikkelen. Hightech testcentrum voor kunststofrecyclingtoepassingen Coperion heeft met succes haar nieuwe Recycling Innovation Center gelanceerd. In dit Lees meer icon.arrow--dark
icon.article.dark Industry news ‘We komen al een stuk in de richting van een productpaspoort’ Het circulair maken van machinerie en installaties in de procesindustrie vraagt om een andere mindset bij het ontwerpen, waarbij vooraf al nagedacht wordt over hergebruik in de afdankfase, en niet – zoals nu vaak – pas achteraf. Machinebouwers zijn hier volop mee bezig en lopen daarmee vooruit op een productpaspoort dat circulariteit wettelijk gaat vastleggen. Zo bleek tijdens de tweede paneldiscussie ‘circulair ontwerp’ die Solids Processing organiseerde. Lees meer icon.arrow--dark
icon.article.dark Industry news Traceerbaarheid essentieel om volgens EC 1935/2004 te werken Traceerbaarheid van machineonderdelen, zoals vereist door de Europese Food Contact Materials Regulation, is onmisbaar voor transparantie en het waarborgen van de voedselveiligheid. Belangrijke regelgeving toch? Toch is een groot deel van de sector amper bekend met de EC 1935/2004, en het belang daarvan om de (voedsel)veiligheid van processen te borgen. Zo bleek tijdens de paneldiscussie ‘Hygiënisch design en procesvoering’. Lees meer icon.arrow--dark
icon.news.dark Nieuws EFSE keurt meelwormpoeder goed als voedselingrediënt De Europese Commissie heeft de toepassing van met UV-licht behandeld meelwormenpoeder in voedingsmiddelen zoals brood, kaas en pasta goedgekeurd. Sinds 20 januari 2025 mogen fabrikanten tot 4% van dit duurzame eiwit aan hun producten toevoegen. Lees meer icon.arrow--dark
icon.article.dark Artikel Energie-efficiënte blower- en compressoroplossingen voor bulktransport Bulktransport met blowers en compressoren vraagt om efficiënt energie- en ruimtegebruik. Elke procent energiebesparing is welkom, bijvoorbeeld door directe aandrijving met een elektromotor. Vanwege netcongestie is elektrische aandrijving echter niet altijd mogelijk; een dieselmotor brengt dan uitkomst. Inbouw van een complete installatie in een of meerdere containers is een oplossing voor ruimtegebrek. Lees meer icon.arrow--dark
icon.article.dark Artikel Zoutproductie Nobian in 2030 klimaatneutraal door elektrificering De overstap van traditionele stoomgedreven naar elektrisch gestuurde processen kan ingrijpend zijn en vraagt om aanpassingen van productieprocessen om kwaliteitsproblemen en storingen te voorkomen. Zo blijkt bij de elektrificatie van het pekelindampproces bij de Nobian-vestiging in Delfzijl. Gemakkelijk is zo’n transitie niet, maar het levert wel een forse CO2 en NOx reductie op. Lees meer icon.arrow--dark
icon.news.dark Marktnieuws Doseren Kubota Brabender breidt wereldwijd testnetwerk doseersystemen uit De eisen aan continu doseren en betrouwbaar transport van stortgoederen blijven toenemen. Kortere productruns, hogere kwaliteitseisen, strengere veiligheidseisen (stofbeheersing, ATEX/ontstekingsrisico’s) en een groeiende variatie aan grondstoffen maken het steeds lastiger om op de productielijn via trial-and-error tot een stabiel proces Lees meer icon.arrow--dark